Особливості
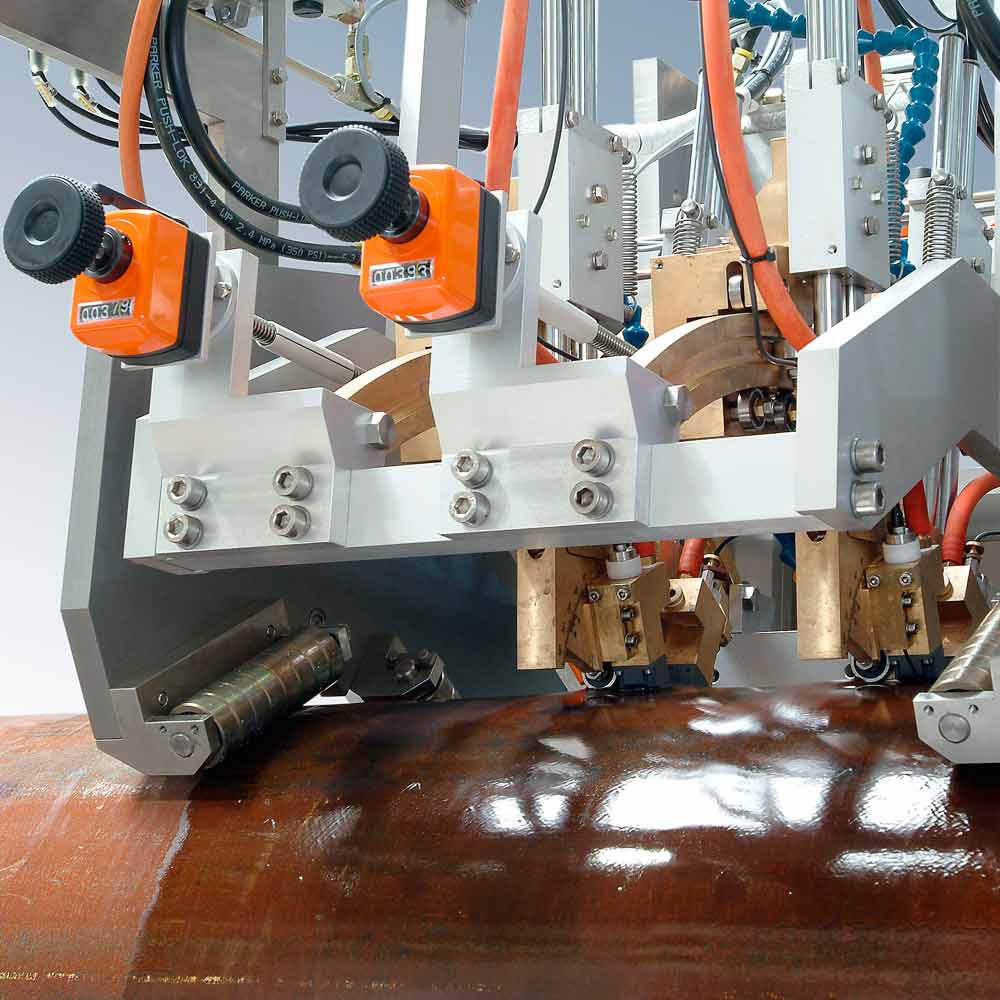
У ході подальшого виробництва труб безкінечна труба розпилюється, і труби піддаються додатковим виробничим операціям. У кінці труба перевіряється на іншому етапі ультразвукового контролю (контроль зварного шва в автономному режимі). Зазвичай це робиться за допомогою високопродуктивної інспекційної брами або інспекційного мосту. Огляд корпусу труби виконується у вигляді смугового тесту перед зварюванням або інтегрується в автономний тест.
Основні характеристики
- Випробування прямошовних РЧ-труб
- Типові діаметри труб варіюються від 80 до 630 мм
- Онлайн-контроль безкінечної труби й автономний контроль готової труби
- Поздовжня дефектоскопія з похило-променевою ультразвуковою дефектоскопією, додаткові контрольні завдання залежно від специфікації (наприклад, контроль зачистки, розшарування в навколошовній зоні, у тілі труби й на кінці труби)
